 +86 183 3575 8886
+86 183 3575 8886 pinklaurabao@gmail.com
pinklaurabao@gmail.com


Improving Ore Processing Efficiency with Modern Mining Technology
 Essow
Essow
 Apr 26, 2023
Apr 26, 2023
 959
959
If you want to know more details about equipment, solutions, etc, please click the button below for free consultation, or leave your requirements!
 Message
Message Chat Now
Chat NowMining technology has continued to evolve over the years, with advancements in modern technology revolutionizing the way ore processing is conducted. The use of high-tech solutions has enabled mining companies to improve efficiency, reduce waste, and increase productivity, all while limiting their environmental impact. This brochure aims to explore the latest advancements in modern mining technology and how they are being used to improve ore processing efficiency.
01 Sensor Technology
BackModern mining technology employs the use of advanced sensors and instruments to monitor and measure key parameters such as ore hardness, density, chemical composition, and particle size distribution. This data is then used to optimize the ore processing process, resulting in more efficient extraction of valuable minerals.
Sensor technology is a type of technology that is used to detect and measure physical, chemical, and biological phenomena. In the context of mining, sensor technology is used to monitor and measure key parameters of the ore processing process, including ore hardness, density, chemical composition, and particle size distribution. The information obtained from these sensors is then used to optimize the ore processing process, resulting in more efficient extraction of valuable minerals.
There are various types of sensors used in mining operations, including:
Pressure sensors: These sensors are used to measure the pressure of fluids, gases, and solids. In mining, they are commonly used to measure the pressure inside grinding mills, flotation cells, and filters.
Temperature sensors: These sensors are used to measure the temperature of fluids, gases, and solids. In mining, they are commonly used to monitor the temperature of grinding mills, flotation cells, and other equipment.
Flow sensors: These sensors are used to measure the flow rate of fluids, gases, and solids. In mining, they are commonly used to measure the flow rate of water and other fluids used in the ore processing process.
Level sensors: These sensors are used to measure the level of fluids, gases, and solids. In mining, they are commonly used to measure the level of slurry in tanks and other equipment.
Chemical sensors: These sensors are used to detect the presence of specific chemicals or ions in a solution. In mining, they are commonly used to monitor the concentration of reagents used in the ore processing process.
Sensor technology plays a crucial role in modern mining operations, as it allows for real-time monitoring and control of the ore processing process. The data obtained from sensors can be used to optimize the process, resulting in improved efficiency, reduced waste, and increased productivity.

(Pressure Sensor)
02 Automation Technology
BackAutomation technology is widely used in modern mining operations to control and optimize ore processing equipment such as grinding mills, flotation cells, and filters. This automation not only improves efficiency but also ensures the safety of workers by reducing their exposure to hazardous environments.
Automation technology in mining refers to the use of technology to automate and optimize mining operations, reducing the need for human intervention and improving safety, efficiency, and productivity. Automation technology can be used in various areas of mining, including exploration, drilling, blasting, loading and hauling, and ore processing.
In the context of ore processing, automation technology is used to control and optimize equipment such as grinding mills, flotation cells, and filters. Here are some examples of automation technology used in ore processing:
Programmable Logic Controllers (PLCs): PLCs are used to control and monitor the operation of equipment in the ore processing process. They can be programmed to perform specific tasks, such as adjusting the speed of a grinding mill or turning on a filter.
Supervisory Control and Data Acquisition (SCADA) systems: SCADA systems are used to monitor and control the entire ore processing process. They provide real-time monitoring of equipment and processes, allowing engineers to make adjustments as needed.
Robotics: Robotics can be used to automate some of the more dangerous and repetitive tasks in the ore processing process, such as removing and replacing grinding mill liners.
Machine Learning: Machine learning algorithms can be used to optimize the ore processing process by analyzing data from sensors and other sources to identify patterns and make predictions about the behavior of the equipment.
The use of automation technology in mining has many benefits. It can improve safety by reducing the need for workers to perform dangerous tasks, such as working in confined spaces or handling hazardous materials. It can also improve efficiency by reducing downtime and improving the accuracy of equipment operation. Additionally, automation technology can help mining companies to reduce their environmental impact by minimizing waste and improving energy efficiency.

(Mineral processing automation system)
03 Machine Learning and Artificial Intelligence
BackMachine learning and artificial intelligence technologies are also being applied in mining operations to optimize ore processing efficiency. These technologies can analyze large volumes of data from the ore processing process to identify patterns and optimize the process for maximum efficiency and productivity.
Machine learning and artificial intelligence (AI) are increasingly being used in the mining industry to improve efficiency and safety, as well as to optimize operations and reduce costs. Here are some ways machine learning and AI are being used in mining:
Predictive maintenance: Machine learning algorithms can analyze data from sensors and other equipment to predict when maintenance is required, reducing downtime and increasing equipment lifespan.
Autonomous vehicles and equipment: Autonomous vehicles and equipment can operate without human intervention, improving safety and reducing labor costs. Machine learning algorithms can be used to optimize their performance and reduce the risk of accidents.
Ore sorting: Machine learning algorithms can analyze data from sensors and cameras to sort ore more efficiently, reducing waste and improving the quality of the final product.
Exploration: Machine learning algorithms can analyze geological data to identify potential mineral deposits, reducing the time and cost of exploration.
Safety: AI-powered monitoring systems can detect unsafe conditions and alert workers to potential hazards, improving safety in mines.
Overall, machine learning and AI have the potential to revolutionize the mining industry, making it safer, more efficient, and more sustainable. However, it is important to ensure that any AI systems used in mining are reliable, secure, and transparent, and do not have unintended negative consequences on workers or the environment.
04 Virtual Reality Technology
BackVirtual reality technology is being used to simulate and optimize the ore processing process. This technology allows engineers to test different processing scenarios in a virtual environment without the need for costly physical testing.
Virtual reality (VR) technology is increasingly being used in the mining industry to improve safety, training, and operational efficiency. Here are some ways VR technology is being used in mining:
Training: VR technology allows workers to experience realistic simulations of mining operations in a safe and controlled environment, improving their skills and reducing the risk of accidents.
Remote collaboration: VR technology can be used to create virtual environments where teams in different locations can collaborate on mining projects, improving communication and reducing travel costs.
Design and planning: VR technology can be used to create 3D models of mining operations, allowing engineers to visualize and test different designs and plans before implementation.
Safety: VR technology can be used to create simulations of hazardous situations, allowing workers to practice emergency procedures and improving their ability to respond to accidents.
Marketing and community engagement: VR technology can be used to create immersive experiences for investors, stakeholders, and local communities, allowing them to explore mining operations and understand their impact.
Overall, VR technology has the potential to revolutionize the mining industry, making it safer, more efficient, and more sustainable. However, it is important to ensure that any VR systems used in mining are reliable, secure, and transparent, and do not have unintended negative consequences on workers or the environment.
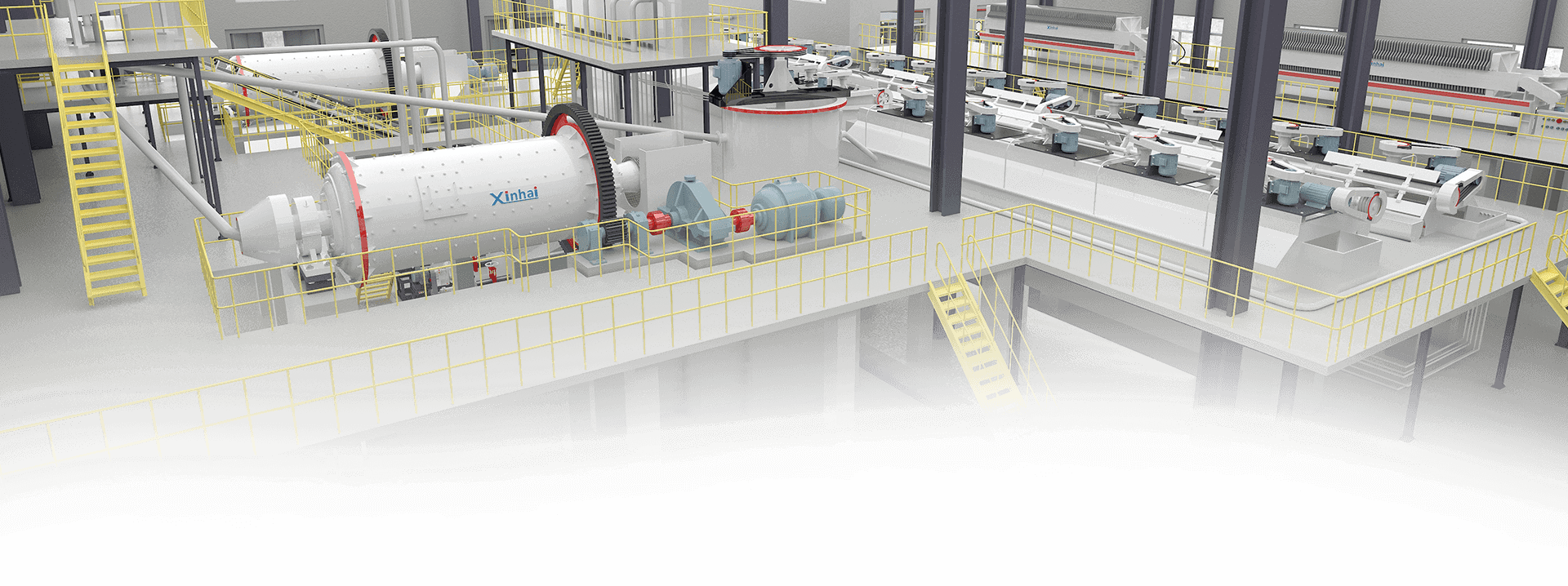
05 Modernized Equipment
BackModern equipment such as high-efficiency grinding mills, flotation cells, and filters are being used to increase the efficiency and production capacity of mining operations. These machines utilize the latest technologies to improve the quality of extracted minerals while reducing waste.
Modernized equipment is an important component of the mining industry, as it enables companies to operate more efficiently, safely, and sustainably. Here are some examples of modernized equipment in mining:
Autonomous vehicles and equipment: Autonomous vehicles and equipment can operate without human intervention, improving safety and reducing labor costs.
Sensors and data analytics: Sensors can be used to collect data on everything from equipment performance to environmental conditions. This data can be analyzed using machine learning and AI algorithms to optimize operations and reduce costs.
Drones and aerial mapping: Drones can be used to create high-resolution maps of mining sites, allowing engineers to plan operations more effectively and monitor progress more accurately.
Wearables and safety equipment: Wearables, such as smart helmets and vests, can monitor worker health and safety, providing real-time data on factors such as temperature, humidity, and exposure to harmful substances.
Advanced drilling and extraction equipment: Advanced drilling and extraction equipment, such as longwall mining systems, can increase productivity and reduce waste, while minimizing the impact on the environment.
Overall, modernized equipment is essential for the mining industry to remain competitive and sustainable in the 21st century. However, it is important to ensure that any modernized equipment used in mining is reliable, safe, and environmentally sustainable, and does not have unintended negative consequences on workers or the environment.
06Conclusion
BackIn conclusion, modern mining technology has revolutionized the way ore processing is conducted, enabling mining companies to improve efficiency, reduce waste, and increase productivity. The use of advanced sensors, automation, machine learning, virtual reality, and modernized equipment has significantly improved the efficiency and sustainability of mining operations. By applying these technologies, mining companies can continue to extract valuable minerals while minimizing their impact on the environment.



RELATED PRODUCTS
-
Rock Drilling Equipment
-
Overflow Type Ball Mill
-
BF Flotation Cell


















